
This Table Sucks
Because it’s a vacuum table lmfao.

Editor’s note: I started writing this post on 3/2/2026, which is a good indicator of how much longer this project has taken than I anticipated, and I was anticipating it taking a long, long while.
This is another post where I sound more like a machinist and less like a woodworker. I also sound disturbingly like a businessman, which pains me in ways that… a lot of my readers may understand, actually. Mostly though this is a behind the scenes look at what I’ve been spending my time on.
If you’re not into any of that, skip this post, I’ll have plenty of other updates soon eventually. I’ll be sad though. Do you want that on your conscious?
Now if y’all didn’t notice, we’re in the death throes of capitalism, society is collapsing as quickly as the polar vortex, and it’s fucking expensive to exist. Which is another way of saying that my material costs for the honing guide setup blocks I make have increased dramatically over the past year.
I continue to feel very strongly that I don’t want to increase prices, and the goal I’ve been really working towards is figuring out a way to increase my margins enough that I can donate some of my monthly profits to a woodworking charity.
Since my powers as a sorcerer are chaotic at best and I can’t just magic up a solution, the only option I’m left with is to really buckle down and get a lot more efficient1 at production.
And I have. Dramatically, actually.
I’ve written about this before somewhat recently, if you want to check it out below.
Robot Go Brrr
Before we dive into the sucky table part of this post, let’s talk about a little bit of CNC machining theory. I know this is supposed to be a woodworking blog, you’re just going to have to deal with it, plus I did warn you. There are, however, a lot of similarities between CAM (computer aided manufacturing) and the more “traditional” stationary woodworking machines.
CNCs are dumb. Computer numerical control, CNC, is a fancy way of saying that they work on a multi-axis grid coordinate system. You say “hey, robot! Move to (10,10)!” and bingo, bango, bongo, you sunk my battleship!
It’s honestly just about that simple. It’s just a grid system, like literally any map. It gets more complicated obviously as you add axis, but we’re still basically talking about latitude, longitude, and altitude, right?
I’m sure any serious machinists is going to be having an aneurism at this point, but I am not a serious machinist anything. Plus my explanation while obviously a simplification is entirely correct.
So what does this have to do with CNCs being dumb? Well first of all, they do exactly what you tell them to do, and honestly like… look at me. Three raccoons. Trench coat. The robots should know better than to listen to me, tbh.
But they also have literally no idea what the hell is going on. They have no idea if the stock you’re machining is where you’ve told it, much less if it’s square to any of the machine axes. The machine will happily send an end mill2 spinning at 24k RPM right through your expensive slab, or bury itself in your work table, or do any number of other dramatic things3 that expensively ruin your week in a hurry. CNCs are like honey badgers, they just don’t give a fuck.
And because CNCs are dumb and have no idea what is going on or where stuff is, fixturing is pretty much the name of the game, especially if you’re trying to machine two sides of something and have it match. Something, for instance, like a honing guide setup block where you’d like to have your maker’s mark and the edges chamfered on the back all pretty like.
I know. Jigs. Gross.
Trust me, I feel the same way, and if you think woodworkers come up with some complicated jigs to do a task that would take 30 seconds with a handsaw and some skill, man oh man, machinists take it to the stratosphere.
Ultimately though, the goal is the same as any woodworking operation where you’re going for precision. You need materials that are consistently sized, and you need a way to reference the location that’s repeatable. A table saw fence, a marking gauge, even a pared knife wall for a first class cut with a backsaw, it’s all the same idea.
To machine the back side of the setup blocks I’ve been using dowel pins, which are extremely common in machining. I drill (via robot) four holes in my work table, drill (via robot again) four matching holes in my stock, and insert two dowel pins diagonally from each other. Everything matches up nicely4, and when you flip it to machine the back side everything matches up nicely again, almost like it’s intentional or something.
By using this method the squareness and even the exact size of your stock doesn’t matter because the pins are indexing it for you, you’re not indexing it off a fence or stops where having stuff not be square would cause issues.
Stupid Little Tabs
“Holy hell John, no one cares, tell me more about how you figured out how to not raise your prices through your sheer brilliance and unending love for us!”
If you insist, dear readers.
Editors note: is anyone even still here? Have I lost you all? Leave a comment if you need us to send a search party.
All of the nonsense I’ve presented above are important considerations, but the theory isn’t that hard. It’s mostly design related problem solving once you grasp the concepts. Occasionally stuff will get outta whack and I’ll lose a few blocks, but a lot of the time it’s minor enough I can do some extra hand finishing and making pretty.
One thing, however, that I haven’t mentioned that does bear some contemplation is that loose parts flung around the shop at high speed are generally frowned upon.
This means I can’t just cut out my cute little blocks, I have to cut most of the way through, but leave stupid little tabs like the sprues on inject molded model pieces. And before you can paint your little miniature Warhammer figures and take over Hogwarts5, you got to trim all those little tabs off, sand them down all pretty, and it’s a giant time sink. The setup blocks involve a router table, a Benchcrafted paring Skraper, razor blades used like a card scraper, and a lot of time to make something I’m willing to ask for people to pay for, easily 15 minutes of making pretty per widget.

Sucks It’s Actually Pretty Awesome to Suck
So what’s the solution?
14.7 PSI of atmospheric air pressure and the power of imagination, baby.
Vacuum tables are used extensively with CNCs in large production cabinetry shops. The vacuum is pulled through (generally) a porous worktable (typically MDF or similar), it holds your 5’ x 10’ sheet of Baltic birch plywood down, and you can zip out your parts without having to worry about clamps or yeeting loose parts around the room.
Those kinds of vacuum tables are high flow, but generally pretty low pressure. A shop dust collector (high flow, low pressure) compared to a shop vac (low flow, high pressure) is a fairly apt comparison. They’re also staggeringly expensive, large, loud, and are really much happier on phased power, which my dirty suburban garage seems to lack.
The real issue though is that while the lower pressure vacuum tables work well for cabinet parts with a whole lot of square footage, my cute little setup blocks are both cute and little, and the chances of them not turning into workshop projectiles is… slim.
We Need Gaskets. Lots of Gaskets.
So I invested in a higher vacuum, lower flow system to provide a crazy amount of clamping force on all the cute little things I make that you should totally buy. The lower flow nature of the vacuum table system I got, however, requires some special considerations compared to a system where the whole work table pulls vacuum.
To create enough clamping pressure for the small parts, they all need to sit on their very own little gasket to create a bunch of small little vacuum zones. Real world results show me pulling just under 14 PSI, which means just over 2,000 pounds of clamping force per square foot.

Again, mostly a design problem, but a pretty involved one.
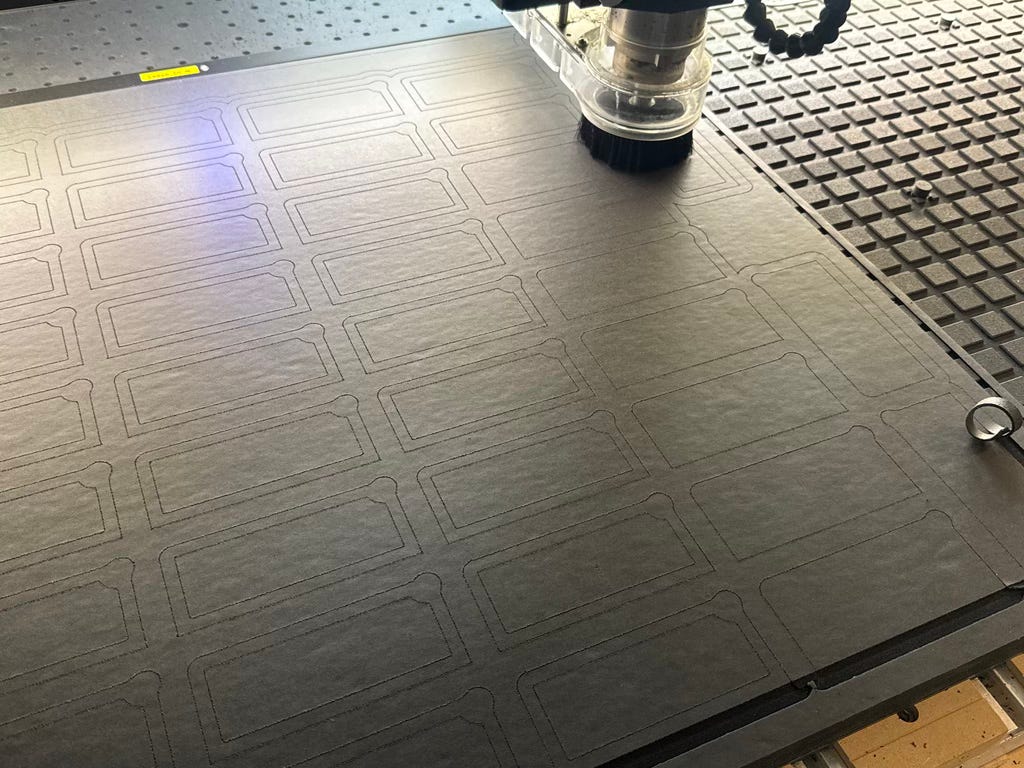
Ultimately I designed a simplified gasket based on the footprint of the setup blocks, the edges inward a bit to account for the chamfers on the backside, with the hang hole of the block separated so it doesn’t become a whistling problem as vacuum is lost. Consideration also needs to be given to the waste material of the stock, because if they’re not held down they’re gonna go airborne. To further complicate everything I wanted to be able to use two different sizes of stock depending if I wanted to run a half or full batch, so there was just a LOT of design.
I ultimately designed dedicated 1/4” thick fixtures for everything, with holes machined in each vacuum zone that have to of course match up with the main table below. This is indexed with dowel pins, held in place by the main vacuum table, and allows me to quickly swap out one fixture for another.
A removable fence on the fixture solves the problem of indexing the front and rear sides correctly, and a separate fixture lets me square up and size stock accurately to the axis of the machine.
And of course I get to repeat the process for each unique product variation I make.
We are all impressed with your brilliance. But did it work?
Fuck yeah it did.
Honestly? Perfectly, no notes, gold star for John, I’m tooting my own horn over here.
I am shocked, honestly. I still have a little bit of tweaking to do with the actual machining to optimize stuff a bit more, but I’ve run two production batches and they were literally perfect.

Zero hand cleanup work needed besides hitting the lettering with a wire brush to clear the junk out of it, just ready to sell straight off the proverbial saw. As a bonus since I’m not having to deal with the stupid little tabs I can nest everything together more closely and cram 20%+ additional blocks per sheet.
Damn, son. So what’s next?
I’m not quite done with all the fixtures yet, so the Lie-Nielsen setup blocks are still a bit out. If you’ve requested custom stuff from me I promise I got you fam, this has just been a MASSIVE project.
I’m mostly done with the designs for Eclipse style honing guides as well, which involved some trigonometry and some help from a couple different people. There’s some variation in the different Eclipse knockoffs, but the projection marked on the Eclipse guides is remarkably far off anyway, so whatever, they’ll be close enough.
I’ve had some requests for blocks with only the upper slot projection for Eclipse and the Veritas side clamping guides, and because I love you and want you to be happy I’ve been working on those as well.
Getting these going allows me to pay myself a livable wage6 and not increase the prices, but the part that has me just beyond happy?
I’ve increased my margins enough that once everything is up and running I can donate to a woodworking related charity. I’ve always had a goal of taking part in 1% for the Planet, but I’m just way too small scale for them. And honestly? Fine.
The two woodworking charities I’m considering (I’m sure you can guess them) are absolutely incredible organizations, and I’m actually getting choked up thinking about being able to give back a bit so this post is done.
Love y’all. <3
Some Next Morning Edits
I’ll be restocking setup blocks for the Veritas side clamping honing guides ASAP. I’ve made some changes to the front lettering so I’ll need to get new product photos taken, but… soon, hopefully? This upcoming week, even?
And I want to give a huge shoutout to Jace from AirWeights, the manufacture of the vacuum table system I got. He and I went back and forth via email for a few days, and then ultimately talked on the phone for an hour or so about what I was doing and how best to go about it. Not only is he insanely knowledgeable (he specialized in this sort of fixtureing for aerospace), but he also seemed genuinely excited that I was trying to really harness the potential in this sort of system. Good dude. #NeverSponsored, obviously.
Dear handtool homies, please stop screaming, you’re ruining the vibe.
We’re machinists now, it’s not a router bit, we’re fancy.
Imagine one of the old giant Porter Cable routers that’s decided to go rogue.
Until your work table holes get too wallowed out at least.
I’ve actually never played Warhammer. I know, you’re genuinely shocked. Shut up.
You should probably buy one or five tbh.
I don’t understand these feelings I’m having. I find this talk weirdly exciting.
Seriously, though, great work. A lot of folks would have whined and shook their fist at the air when their material costs rose. I’m glad you’ve dug in and found better solutions.
Also, I wish Substack would move the Send button away from the left so I can rearrange my sentences without accidentally posting weird cryptic nonsensical comments that are somehow less readable than if I’d just left my unordered stream of consciousness word vomit in place.
I keep thinking about cnc battleship. I feel like it could be the new “chess by mail”.